
Digital Exclusive: Heat exchanger body flange: The gasket is not always tight enough
K. DARU, Air Products and Chemicals Inc., Houston, Texas (U.S.); S. MANSUR, KIPIC, Kuwait; A. PANCHAL, PVA Systems, Mumbai, India; and P. GALA, Reliance Industries Ltd., Mumbai, India
Shell-and-tube heat exchangers (STHEs) are used abundantly throughout the chemical, oil and gas, and fertilizer industries. Their service is essential to numerous processes—it can be said that without them, it is impossible to successfully build and operate a plant. Body flanges, also referred to as girth flanges, are critical elements of STHEs, and are incorporated to help with maintenance, cleaning and inspection of STHEs during service.
Body flanges are provided with double jacketed (DJ), spiral-wound (SPW), grooved metal with graphite coating (GMGC) or corrugated metal with graphite coating (CMGC) gaskets, as necessary with respect to the application.
Any gasket used on a body flange must be compressed by the application of bolt stress to obtain a reliable and safe flanged joint for operation, as well as the initial gasket seating.
Non-Mandatory Appendix S in American Society of Mechanical Engineers (ASME) Section VIII, Division 1, “Design considerations for bolted flange connections,” provides the basis of bolted flange assembly. Until the 2013 edition, the Non-Mandatory Appendix S carried the same information without any significant changes.1 ASME published the first edition of ASME PCC-1 in 2000 and introduced the second revision in 2010 with significant revisions (especially Appendix O) that have been referenced in Non-Mandatory Appendix S in the ASME BPV 2015 edition and onwards.2
Appendix O provides detailed calculations for determining bolt stress that can be further used for the torquing or tensioning of bolts for flanged joint assembly.
In most cases, 40% of bolt material yield strength (Sy) is applied initially for flange assembly—if leakage occurs during a hydrostatic test, the bolt stress is increased slightly until the hydrostatic test is cleared without leakage. If the same exchanger is put in service and leakage occurs during startup or operation, the stress is further increased.
This practice does not have technical basis and often results in damaging flanged joint or components (i.e., gasket crushing, flange rotation, bolt elongation, the breaking of bolts).
This article discusses a case where the tube-side service of the exchanger was specified as a lethal service. The exchanger had a fixed tubesheet (TEMA-BEM) with two body flanges and two heat exchangers manufactured to order; therefore, a total of four body flanges required assembly as per code requirements.
Because the exchanger was being used in lethal service, the user specified in the purchase order that the maximum bolt stress must be limited to 50% of the Sy. Also, it was specified that the gasket should be GMGC and imported from the supplier that is at the same physical location as the heat exchanger, so that if the gasket replacement is necessary the same make and type can be procured easily.
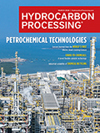
FIG. 1 shows the dimensions of the flange and gasket, and TABLE 1 provides the tube-side construction details of the exchanger.

FIG. 1. Flange (uncorroded) and gasket dimensions.
| Design pressure | 1,000 kPa(g) |
| Design temperature | 200°C |
| Corrosion allowance | 3 mm |
| Hydrostatic test pressure | 1,600 kPa(g) |
| Flange material | SA-266 Grade 2 |
| Bolt material | SA-193 Grade B7 |
| Gasket material | GMGC SS304, core = 5 mm, with graphite facing of 0.5 mm on both sides |
TABLE 1. Tube-side construction details
The exchanger was fabricated, and body flanges were assembled with 50% Sy bolt stress via hydraulic tensioning, and a hydrostatic test was carried out. The first leak occurred at 940 kPa(g).
Due to the bolt stress limit of 50% Sy, it was not possible to increase the bolt stress. It was thought that the gasket may be damaged or have quality issues, so the test pressure was released, the exchanger was drained and both gaskets were replaced with new gaskets.
Again, a hydrostatic test was carried out and leakage occurred at 960 kPa(g). It was thought that the imported gaskets may have different properties than the GMGC gasket manufactured locally. It was decided to conduct a hydrostatic test with locally-made GMGC gaskets. After one week with two locally-make GMGC gaskets, the flanges were assembled and the hydrostatic test was carried out: this time the leak occurred at 980 kPa(g).
It is worth noting that each time an attempt was made to hydrotest, the leak occurred at different pressures which increased slightly over the previous attempt. This could be due to a slight variation in the placement of the gasket, hydraulic tensioning, the gasket-facing material or a combination of all of them.
After trials with six gaskets, the hydrostatic test remained unsuccessful. It was decided to measure the flatness of the gasket seating surface of the gasket, and the measured values were found to be within the limits specified in Table D-1M of ASME PCC-1.
The gasket seating face was inspected for damage, but it was found to be acceptable (i.e., without significant damage). Therefore, the only remaining option was to look at bolt stress and whether it was sufficient to compress the gasket. The bolt stress was determined as per Appendix O of ASME PCC-1.
Various gasket stresses used for Appendix O calculations are listed in TABLE 2, and the combination of bolt stress and pressure conditions performed on this exchanger and used for calculations to determine bolt stress are listed in TABLE 3.
| Minimum required operational gasket stress(1) | - | 28 MPa |
| Minimum recommended operational gasket stress(2) | Sgmin-o | 42 MPa |
| Minimum seating gasket stress | Sgmin-s | 83 MPa |
| Target gasket stress | SgT | 240 MPa |
| Maximum gasket stress | Sgmax | 414 MPa |
(1) This gasket stress is not required in ASME PCC-1 Appendix O calculations but is listed in Table 1 of the literature.3 This is the starting value of gasket stress from which the gasket is expected to provide sealing. This value is used to calculate the bolt stress for Cases 1, 2 and 3. (2) This gasket stress is required in ASME PCC-1 Appendix O calculations. It has been used for calculating bolt stress for Case 4.
TABLE 2. Gasket stresses
| Case | Bolt stress | Pressure | Temperature, °C | Corrosion allowance, mm |
| 1 | 50% Sy | Leak occurred | 40 | 0 |
| 2 | 68% Sy | Hydrostatic test pressure | 40 | 0 |
| 3 | 75% Sy | Hydrostatic test pressure | 40 | 0 |
| 4 | 75% Sy | Design pressure | 200 | 3 |
TABLE 3. List of cases for bolt stress and pressure condition combination
The bolt stresses calculated for gasket seating and operating conditions according to ASME PCC-1, Appendix O are listed in TABLE 4.
| Unit | Case 1 | Case 2 | Case 3 | Case 4 | |
| Pressure | kPa | 920 | 1,600 | 1,600 | 1,000 |
| Bolt Sy | MPa | 725 | 725 | 725 | 725 |
| % Sy | % | 50 | 68 | 75 | 75 |
| Sbsel | MPa | 362.5 | 493 | 543.8 | 543.8 |
| Sbsel7 | MPa | 388 | 388 | 388 | 388 |
| Sbsel8 | MPa | 366 | 491.7 | 491.7 | 470.9 |
| Sbsel/Sbsel7 | - | 0.934 | 1.271 | 1.402 | 1.402 |
| Sbsel/Sbsel8 | - | 0.99 | 1.003 | 1.106 | 1.155 |
TABLE 4. ASME PCC-1 Appendix O calculations
where:
Sy = Yield strength of bolt material
Sbsel = Selected bolt stress
Sbsel7 = Bolt stress for gasket in seating condition
Sbsel8 = Bolt stress for gasket in operating condition.
TABLE 4 shows that for Case 1, 50% Sy bolt stress is insufficient to obtain enough gasket compression stress in seating condition and operating conditions. Therefore, the pressure during the hydrostatic test when the leak occurred in the range of 940 kPa(g)–960 kPa(g) can be verified. The bolt stress was increased gradually to satisfy the hydrostatic test pressure of 1,600 kPa(g), and it can be seen that 68% Sy is merely sufficient.
TABLE 4 helps to identify the root cause of the leakage. The initial bolt stress of 50% Sy applied in Case 1 was an input from the user (maybe derived from past experience). It can be understood that the leakage occurred at hydrostatic pressures between 940 kPa(g) and 960 kPa(g). At these pressures, the bolt stress for the gasket in seating condition as well as in operating condition exceeded the applied (selected) bolt stress.
As the selected bolt stress was increased to 68% Sy, the applied bolt stress became sufficient to avoid leakage up to achieving desired the hydrostatic test pressure of 1,600 kPa. Note: Ratios Sbsel/Sbel7 and Sbsel/Sbsel8 are only slightly > 1 for Case 2. In Cases 3 and 4, the selected bolt stress was further increased, and the leakage did not occur. In these cases, the selected bolt stress was well above the bolt stress calculated for gasket seating and operating conditions—because of this, leakage did not occur based on the same principle. The root cause of the leakage was identified. The initial bolt stress was specified by the user, and it was determined the bolt stress must be increased to avoid leakage for achieving the desired hydrostatic test pressure; before proceeding further, the revised bolt stress must be conveyed to the user.
However, due to three unsuccessful hydrostatic tests with a total of six gaskets spoiled, some uncertainty remained. To eliminate the doubt, the imported spare gasket from the first test was again installed and a hydrostatic test was carried out with 68% Sy bolt stress: this time, the hydrostatic test pressure was maintained for 2 hrs and there was no sign of leakage.
To maintain some margin for gasket and bolt relaxation, it was decided to keep the bolt stress at 75% Sy, and Appendix O calculations were performed for hydrostatic test pressure in uncorroded condition (Case 3) and design pressure in corroded condition (Case 4). For Case 3, it can be seen from TABLE 4 that there is approximately 10.6% of extra bolt stress available for the gasket in operating condition, while for Case 4 there is approximately 15.5% of extra bolt stress available.
The user’s engineer was notified with ASME PCC-1 Appendix O calculations with the proposed 75% Sy bolt stress. The user’s engineer agreed with Appendix O calculations and gave approval for the 75% Sy bolt stress to be applied for the body flange assembly.
Both exchangers were assembled, and the 75% Sy bolt stress was applied for the body flanges. Both exchangers cleared the hydrostatic test successfully with no leakage.
Takeaway. Using old rule-of-thumb rules to calculate bolt stress may be insufficient to obtain correct gasket compression for reliable flange joints, particularly for large-diameter flanges. ASME PCC-1 Appendix O Calculations are significantly useful and should be carried out to determine bolt stress values.
LITERATURE CITED
1 American Society of Mechanical Engineers (ASME) Section VIII, Div. 1, “Rules for construction of pressure vessels,” 2023.
2 American Society of Mechanical Engineers (ASME) PCC-1, “Pressure boundary bolted flange joint assembly,” 2022.
3 Brown, W. and R. Brodzinski, “Obtaining leak free bolted joint operation by returning to basics,” National Petroleum Refiners Association Conference, Houston, Texas (U.S.), RM-07-85.
ABOUT THE AUTHORS
KUNTAK DARU is a Pressure Vessel Engineer with Air Products and Chemicals Inc. He works in the mechanical equipment division of Air Products, supporting engineering and design activities of AP projects worldwide from the company’s Houston, Texas (U.S.) location. Prior to working with Air Products, Daru was a Technical Director in mechanical engineering at Fluor Corp. He has more than 30 yrs of experience in the design, engineering and specification of static equipment in the refining, oil and gas, petrochemical and chemical industries. Daru has published more than 15 publications in his field and holds a BS degree in mechanical engineering from SVNIT in Surat, India. He is a Registered Professional Engineer in the states of Texas and Louisiana (U.S.). The author can be reached at Darukm@airproducts.com or Kuntak.Daru@Gmail.com.

SAMIR MANSUR has 17 yrs of work experience in green and brownfield (revamp) projects for design; detailed engineering; engineering, procurement and construction (EPC) and project management consultancy (PMC) phases for process equipment in the refining, petrochemicals, liquefied natural gas (LNG), pharmaceutical and chemical industries. He holds a BS degree in mechanical engineering and an MS degree in mechanical engineering with specialization in cryogenics. His prior work experience includes Saudi Aramco, KIPIC (Al-Zour Refinery, Kuwait), Worley, SNC-Lavalin, Institute for Plasma Research (IPR - An autonomous body of Department of Atomic Energy, India) and HLE Engineers Pvt. Ltd. The author can be reached at samir.sym711@gmail.com.

ANILKUMAR PANCHAL is the owner/founder and CEO of PVA Systems, India and has 15 yrs of work experience of design and detail engineering of process equipment in refining, butyl rubber, gasification, ethane cracker, chlorinated PVC and various revamp projects, pharmaceutical solid and semi-solid product plants, and in specialty chemicals. He holds a BS degree in mechanical engineering and an MS degree in industrial process equipment design. He is certified Chartered Engineer and Professional Engineer in India. His previous work experience includes L&T Heavy Engineering, Bechtel India Ltd., Jacobs Engineering, Reliance Industries Ltd. and KIPIC, Kuwait. The author can be reached at anil0208@gmail.com.

PUNITA GALA is Senior Design Engineer at Reliance Industries Ltd. as part of the Project Management Team. She graduated from L. D. College of Engineering, Ahmedabad in mechanical engineering, and has worked on benzene recovery, extract hydrotreater and SCAN-Finer units. Her specialties include after pressure vessels, shell-and-tube heat exchangers and packaged items. Prior to Reliance Industries Ltd., she worked for Bechtel India and Larsen & Toubro Ltd.


Comments