
Digital Exclusive: Mercaptan recombination in naphtha hydrotreating units: A startup challenge
Mercaptan recombination is a subtle phenomenon that can occur in naphtha hydrotreating (NHT) units, where under certain circumstances, the removed sulfur in the form of hydrogen sulfide (H2S) reacts with traces of olefinic compounds to reform mercaptans. This undesired reaction can lead to higher sulfur levels, resulting in off-spec products. The recombination reaction (FIG. 1) is influenced by various factors, including process conditions, catalyst type and feedstock composition. This article presents a case study of a troubleshooting experience at two Saudi Aramco facilities, where a comprehensive investigation was conducted to identify the root causes of the off-spec products. The investigation aimed to develop strategies to mitigate the effects of mercaptan recombination, which had resulted in a delay of the startup of downstream catalytic units.
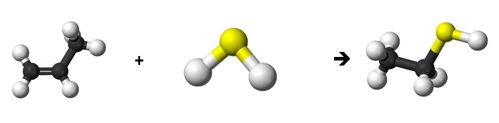
FIG. 1. Mercaptan recombination reaction.
Background. The NHT is designed to remove contaminants from straight run, cracked and coker naphtha, as well as to saturate olefinic compounds, thereby preparing a suitable feed for downstream catalytic units. The contaminant removal process utilizes an alumina-based catalyst, typically impregnated with a pair of metals, such as cobalt and molybdenum (CoMo) or nickel and molybdenum (NiMo). Contaminants present can have either reversible (e.g., organic sulfur) or irreversible (e.g., organic nitrogen, oxygen and organometallic compounds) effects on the downstream units’ catalysts, with the latter resulting in permanent and irrecoverable damage. A NiMo catalyst is preferred to control nitrogen to the continuous catalyst reforming (CCR) unit, as it has more hydrogenation capability vs. a CoMo catalyst.
The NHT unit’s catalyst replacement is typically dictated by the attainment of the maximum allowable differential pressure across the reactor bed or reaction circuit, the end-of-run (EOR) temperature due to feed nature or based on business-oriented decision governed by the turnaround (TAR) schedule. During a scheduled turnaround (TAR) at two Saudi Aramco refineries, the NHT unit underwent a complete catalyst changeout, with fresh catalyst in one facility while the other had included regenerated catalyst partially. After startup in both facilities, the treated products' sulfur content was found to be significantly elevated, exceeding the specified limits of 0.2 ppmw and 0.5 ppmw by a factor of five or more, indicating a potential issue with the NHT unit’s performance.
PROCESS DESCRIPTION
The two facilities, located in the Kingdom of Saudi Arabia, have undergone multiple operating cycles, with several catalysts changeouts performed over the years. The first facility—a light NHT—has been in operation since 2006, while the second facility—a whole NHT—commenced operations in 2014. This section provides a detailed overview of each facility, including the design flow schemes, operating conditions and feed characteristics.
Facility 1: Light NHT. A process flow diagram of the first facility is detailed in FIG. 2.
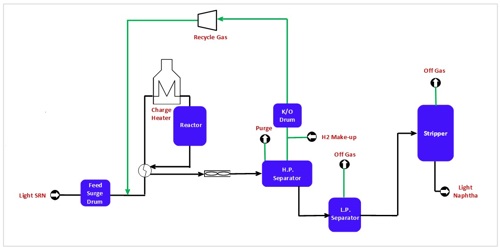
FIG. 2. Light NHT’s (facility 1) process configuration.
The light straight run naphtha (LSRN) hydrotreating process is an essential step in the production of gasoline. The process starts by combining LSRN feedstock with a hydrogen-rich recycle gas stream. The combined feed is heated to reaction temperature by exchanging heat with the reactor effluent in the combined feed effluent exchangers (CFEs). Then, the feed is heated further in a charge heater prior to being processed in a fixed-bed reactor to remove LSRN contaminants.
The reactor effluent stream is then cooled in the CFEs and product condensers before being sent to the high-pressure separator for gas-liquid separation. Separated hydrogen-rich gas is routed to the recycle compressor, while the liquid is sent to the low-pressure flash drum to remove light ends. Then, liquid is sent to the stripper for dissolved gases, light-ends reaction byproducts and water removal. Finally, the hydrotreated product leaving the stripper is cooled and sent downstream to the isomerization unit. The facility’s feed characteristics are detailed in TABLE 1.
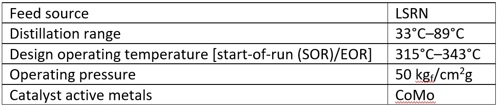
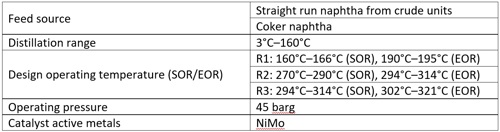
TABLE 1. The light NHT facility’s (facility 1) feed characteristics
Facility 2: Whole NHT. A process flow diagram of the second facility is detailed in FIG. 3.
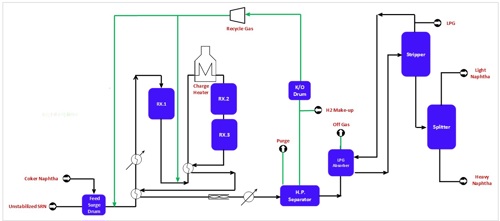
In the second facility (whole NHT), the mixed feed of whole naphtha and recycled gas is sent to a series of three reactors, where the first reactor is responsible for the conversion of diolefins to olefins, followed by olefins hydrogenation/silica trapping in the second reactor, while desulfurization and denitrification occur last. The treated stream is washed to remove salts and sent to the stripping and fractionation section, where treated naphtha is separated to liquified petroleum gas (LPG), light and heavy naphtha that are sent to downstream units. The facility’s feed characteristics are detailed in TABLE 2.
TABLE 2. The whole NHT facility’s (facility 2) feed characteristics
PROBLEM DESCRIPTION
Both facilities have encountered issues with high product sulfur at various times, despite differences in feed quality and operating conditions. Common symptoms were observed, indicating a potential underlying cause. This section will provide a detailed description of each issue, including the troubleshooting methodology employed by the facilities, and will also discuss the conclusions drawn from these efforts.
The first facility (light NHT). As part of the refinery's 2024 TAR and inspection (T&I) plan, the NHT catalyst was completely replaced with fresh catalyst, marking the first total replacement since the unit's initial startup in 2006. The catalyst selection and evaluation process was conducted based on feed quality, operating conditions and required product specifications. However, after unit recommissioning and feed introduction to the reactor at a reactor inlet temperature (RIT) of 315°C, the products' sulfur content was reported to be significantly higher than expected, ranging from 0.8 ppmw–1.2 ppmw compared to the guaranteed value of 0.2 ppmw. This discrepancy posed a significant challenge for the refinery, as the high sulfur content resulted in a delay in the startup of the downstream isomerization unit, highlighting the need for prompt investigation and resolution to minimize the impact on refining operations.
The second facility (whole NHT). As part of the refinery’s 2018 T&I plan, NHT catalysts were replaced completely with a mix of fresh and regenerated catalysts for all three reactors. Catalyst selection and evaluation was conducted based on feed quality, operating conditions and required product specifications, taking into consideration that both R-0001 and R-0003 must be changed out only in TARs, and R-0002 should be changed out once per cycle. After unit recommissioning and feed introduction to the three reactors at a RIT of 310°C, the products’ sulfur was reported to be between 0.5 ppmw–0.7 ppmw compared to a guaranteed value of 0.5 ppmw.
Factors and troubleshooting. To investigate and rectify the elevated sulfur levels in the products, which were delaying the startup of downstream units, each facility constituted a multidisciplinary team to undertake a comprehensive troubleshooting exercise. Utilizing a systematic methodology, the teams meticulously identified and evaluated all potential causal factors contributing to the high sulfur issue, with the objective of determining the root cause. This section presents a detailed account of the identified causal factors and the corresponding troubleshooting measures implemented by each facility.
- Exchanger leaks (CFEs, stripper feed/bottom). CFEs and stripper feed/bottom exchangers are a potential source of hydrotreated naphtha contamination, wherein sour naphtha feed—containing approximately 600 ppmw–1,100 ppmw sulfur—may leak into the effluent side due to minor leaks in the exchanger’s internals. Notably, a small leaking rate, although sufficient to cause the off-spec sulfur content, is expected to be challenging to detect through pressure surveys due to its relatively low magnitude. For instance, the anticipated leak rate under these conditions is approximately 1.3 L/min.
- The validation of this suspicion was hindered by the high concentration of toxic H2S gas, high temperature and high-pressure liquid-vapor system. Sampling at this location would necessitate the installation of specialized sampling devices, and samples would need to be collected with utmost care due to the high pressure and H2S concentrations. Unfortunately, verification of this issue was not feasible without unit shutdown. Similarly, the stripper feed/bottom exchanger was considered as a potential source of product contamination in the event of an H2S leak from the stripper feed to the bottom product. However, during the initial troubleshooting, this scenario was deemed unlikely, as both facilities had recently passed the pressure test during the TAR. Furthermore, the likelihood of a minor leak with a consistent rate of 1.3 L/min over an extended period was considered highly improbable.
- Startup related issues/gaps. During the startup process of an NHT with a recycle gas system, the establishment of circulation of sour naphtha from the feed surge drum to the stripping section is crucial, while the reactor loop is being bypassed. Concurrently, the reaction section is heated to the desired reaction temperature using recycled gas in preparation for feed introduction. The dedicated startup line, which is infrequently utilized, was identified as a potential source of contamination due to the possibility of manual valve misalignment, resulting in minor leakage of sour feed to the treated sweet products.
- In both facilities, the startup line valves and isolation were verified to ensure proper alignment and closure. A comprehensive survey was conducted around the reactor circuit to confirm that all lines were correctly lined up in accordance with the established procedure. However, in the first facility, a bypass open instrumentation impulse tube was discovered to be left open after T&I activities. Upon isolation of the impulse line, the sulfur content in the light naphtha product decreased to a range of 0.6 ppmw–1 ppmw at a reactor RIT of 327°C, although this value remained higher than the guaranteed specification for the product.
- High sulfur in the feed. The presence of high sulfur in the feed, beyond the unit's design specifications, is a potential causal factor, as it is influenced by the nature of the crude, cracked feed quantity and naphtha cutpoint. Improper naphtha cutpoint can lead to contamination of the naphtha with distillate (e.g., kerosene), resulting in the introduction of more complex sulfur species and higher sulfur concentrations in the feed. Furthermore, the degree of desulfurization reaction is dependent on the sulfur species present in the feed. Complex sulfur species, typically associated with cracked feed, can impede the performance of the reactor, as it is not designed to treat large quantities of these complex species.
- Both facilities conducted a visual inspection of the naphtha to check for any signs of cuts contamination, as the presence of distillate could affect the color of the naphtha. However, no visible abnormalities were observed. Additionally, the feed distillation laboratory analysis did not report any deviations from the expected specifications, suggesting that the feed quality was within the acceptable range. Therefore, high sulfur in the feed was considered unlikely to be the primary cause of the elevated sulfur content in the product.
- Stripper operation. The purpose of the stripper is to strip converted sulfur (H2S form) and water carried from the waterwash section. Therefore, any disturbance in stripper operation can lead to lower stripping efficiency, resulting in H2S slippage and a subsequent increase in sulfur content in the product.
- The possibility of stripper operation issues was investigated in the first facility through sulfur speciation analysis, which revealed a significant presence of mercaptans relative to H2S. The doctor test was utilized to confirm these findings, and the results indicated that the total sulfur content was elevated, whereas the H2S content was not significantly high. The predominant sulfur species present were mercaptans, suggesting that the stripper operation was not the primary cause of the elevated sulfur content in the product. Although the second facility did not perform a speciation test, personnel highly suspected mercaptans as the CCR reformer was not impacted.
- Liquid hourly space velocity (LHSV). LHSV is a critical parameter in NHTs, representing the amount of time that the feed contacts the catalyst before leaving the bed. Since the catalyst bed is a fixed volume upon loading, the LHSV is directly related to the unit throughput. Typical LHSV values for NHT range from 4 hr-1–12 hr-1. During startup, the feed is typically cut in at a turndown ratio of 50% to ease unit stabilization. This results in higher LHSV values, as the treatment reactions are completed prior to reaching the bottom of the catalyst bed.
- To eliminate the possibility of low LHSV, the unit throughput was increased in the first facility by circulating some of the stripper bottom stream back to the feed surge drum, due to the unavailability of fresh feed. However, the sulfur level did not show any significant changes, indicating that LHSV was not a contributing factor in high sulfur levels.
- Catalyst performance related Issues. There are several factors that could impact the catalyst activity:
- Delivery state [reduced sulfided (pre-activated) or oxidized form]
- Improper regeneration
- Manufactured defective catalyst.
- Required reaction temperature (activity).
- Catalyst are offered in pre-activated (reduced sulfided) or oxidized forms. When offered in oxidized form, sulfiding and reduction must take place during startup as specified by the catalyst manufacturer, as improper sulfiding leads to depressed catalyst activity, reduced catalyst stability and possible temperature runaways.
A defective catalyst was considered a potential cause of the issue, although it was put last on the list of suspects due to the need to shut down the unit and collect catalyst samples to verify activity. Samples were prepared to perform analytical testing on the catalyst in case of a defective catalyst or improper ex-situ activation at the catalyst manufacturing site. Moreover, the reactor was loaded with multiple batches of catalysts, reducing the possibility for a manufacturing defect.
The required reaction temperature is typically dictated by the activity and type of catalyst. In both facilities, the temperature was increased over the SOR temperature specified by the catalyst provider to gain more catalyst activity, but this did not yield the expected results. The team suspected that mercaptans recombination might be contributing to the high sulfur levels, particularly in the first facility since the catalyst bed had been fully replaced with the same quantity of fresh catalyst, resulting in a higher catalyst activity than what they had historically encountered. Additionally, the sulfur speciation analysis indicated that the product sulfur was predominantly mercaptans.
Mercaptans recombination is more commonly associated with units processing cracked or sour feeds, but the team decided to explore this possibility given the unique circumstances. To mitigate this, the team lowered the temperature gradually, as higher temperatures can promote mercaptans recombination reactions. By reducing the temperature to 255°C, the team aimed to minimize the recombination reactions and improve the catalyst's ability to remove sulfur impurities.
As the temperature decreased towards 255°C, the sulfur content dropped until it reached the desired level (FIG. 4), confirming the team's hypothesis that mercaptans recombination was contributing to the high sulfur levels. During this process, the team verified the combined feed dewpoint to ensure that no liquids were sent to the fired heater or reactor, which could lead to coking in the heater tubes or distortion of the catalyst bed.
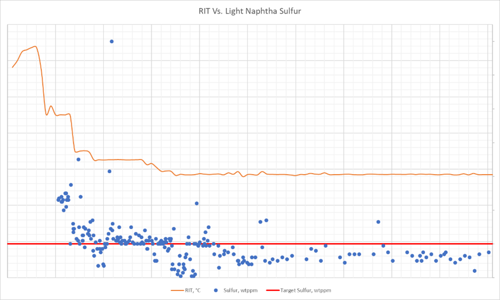
FIG. 4. The first facility’s RIT vs. product sulfur after unit restart.
In the case of the second facility, the catalyst—after startup—could not maintain an average of 0.5 ppmw sulfur in the heavy naphtha. This led the panel operator to increase the temperature by 20°C over a 6-mos span without ever succeeding in meeting the sulfur specification. Moreover, the temperature at the reactor outlet was never in the range of mercaptans recombination (+340°C). Furthermore, the cracked feed ratio was maintained across this period. So, it was not a factor that influenced this outcome.
Due to the abundance of H2S at the bottom of the third reactor and the activity during startup, it was deduced that mercaptans recombination could occur below 340°C with enough partial pressure of H2S. A trial was conducted by progressively decreasing the reactor temperature and relaxing the limit of heavy naphtha to 1 ppm. Over the next 6-mos period, it was observed that the catalyst was performing significantly better, as shown in FIG. 5.
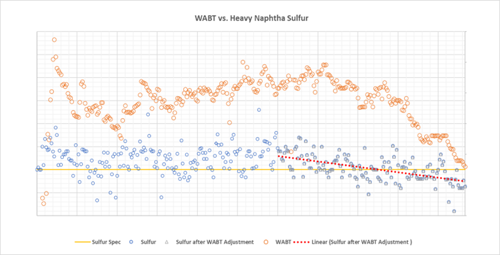
FIG. 5. The second facility reactor’s weighted average bed temperature (WABT) vs. product sulfur after unit restart.
Takeaways. In conclusion, the mercaptan recombination phenomenon in NHTs can lead to off-spec products, significant challenges during startup and a negative impact to downstream catalytic units. The comprehensive investigation at two Saudi Aramco facilities has provided valuable insights into the complex interactions between process conditions, catalyst type and feedstock composition that contribute to this issue. By adopting a systematic approach, the investigation successfully identified the root causes of elevated sulfur levels in the treated products. By recognizing and addressing these factors, refinery operators can implement targeted strategies to minimize the risk of mercaptan recombination, ensuring consistent product quality, optimizing NHT performance and reducing startup time after TARs.
The Authors

Ahmed Z. Alsadah, Ahmed Z is a Process Engineer at Saudi Aramco, specializing in naphtha hydroprocessing, reforming, isomerization and processing units. He is a chemical engineer with 7 years of industrial experience in refining and petrochemicals facilities. He earned a Bch degree in chemical engineering and a concentration in polymer science and engineering from Michigan State University, East Lansing, U.S.

Albaraa E. Halawani is a Process Engineer at Saudi Aramco, specializing in naphtha hydroprocessing and reforming processing units. He is a chemical engineer, with 13 years of industrial experience in refining and petrochemicals facilities. He graduated with a Bch degree in chemical engineering science from the King Fahd University of Petroleum and Minerals, Saudi Arabia.

Khalid A. Alahmadi is a Process Engineer at Saudi Aramco, specializing in naphtha and diesel hydroprocessing, reforming and isomerization processing units. He is a chemical engineer with 6 years of industrial experience in the refining industry. He graduated with a Bch degree in chemical engineering and analytical science from the University of Manchester, UK.

Abdulelah S. Ghadeer is a Process Engineer at Saudi Aramco, specializing in naphtha hydroprocessing, reforming, aromatics extraction and other processing units. He is a chemical engineer with 11 years of industrial experience in refining and petrochemicals facilities. He earned an MS degree refining and petrochemicals from IFP School, Rueil Malmaison, France, and a Bch degree in chemical engineering from King Fahd University of Petroleum and Minerals, Dhahran, Saudi Arabia.

Zaki Al Madharim is a Lead Process Engineer with over a decade of experience at SATORP, where he specializes in distillation, conversion units and utilities across both operations and process engineering. He earned a BS degree in chemical engineering from Oregon State University.

Comments