May 2026
Special Focus—Biofuels, eFuels and Renewable Fuels
Decarbonizing the gasoline pool: Ethanol as a refinery decarbonization engine
Refineries operate within a tightening corridor of constraints. They must maintain octane, manage aromatics, limit benzene, comply with evolving sulfur specifications, and reduce Scope 1 and Scope 2 emissions, all while the global vehicle fleet remains overwhelmingly dependent on gasoline. Even under aggressive electrification scenarios, > 90% of all vehicles on the road in 2035 will still have internal combustion engines (ICEs). This means refiners are under ever-increasing pressure to reduce the carbon intensity (CI) of gasoline without sacrificing flexibility, reliability or profitability. Ethanol’s high-octane rating, zero aromatic content, favorable emissions profile and compatibility with existing refinery infrastructure allows it to reduce reformer severity, lower furnace heat duty, cut Scope 1 carbon dioxide (CO₂) emissions, displace benzene precursors and improve gasoline pool quality.
This article provides a comprehensive refinery-centric evaluation of first-generation (1G) and second-generation (2G) ethanol, integrating feedstock architecture, conversion pathways, Reformer Severity Index (RSI) behavior, blending dynamics, economics, operational risks and global policy drivers. This work also provides a real refinery example, as well as a representative model of a 7-MMtpy conversion refinery to quantify ethanol’s operational impact. Ethanol is now an engineering lever with structural implications for refinery competitiveness, compliance and decarbonization.
Refiners at a strategic crossroads: Octane, aromatics, carbon and competitiveness. Modern refineries operate within an increasingly constrained optimization landscape. Octane margins are tightening as crude slates diversify, with heavier and opportunity crudes yielding lower naphtha quality and forcing reformers to operate at higher severity. At the same time, fuel regulations continue to tighten benzene and aromatics limits—challenges that directly impact the gasoline pool, where reformate has traditionally been the backbone of octane supply.
Adding to this complexity, carbon policies continue to shape operational decisions. Catalytic reforming furnaces are among the highest CO₂ emitters in the refinery, and as Scope 1 emissions become part of regulatory frameworks, their reduction is no longer optional. Reformers also shape hydrogen (H2) availability across the refinery; rising diesel hydrotreating severity further stresses this balance.
Yet, refiners cannot simply reduce reformer throughput, because gasoline demand remains structurally robust in most regions. Rural mobility, two- and three-wheelers, heavy-duty vehicles, agricultural transport and regions with limited electrification will continue to depend on gasoline well beyond the 2030s. Therefore, refiners must find solutions that address octane, aromatics, benzene, CI, H2 balance and operational flexibility simultaneously.
Ethanol uniquely satisfies this multi-constraint challenge. Its high octane number [> 108 research octane number (RON)], zero sulfur, zero aromatics and oxygenated chemistry allow refiners to reduce reformate intensity, lower severity, displace aromatics, reduce benzene and create compliance headroom while lowering reformer CO₂.
This combination of physical, chemical and operational advantages makes ethanol a structural part of a refinery’s optimization toolkit, and not merely a blending component.
Myths and realities in refinery-ethanol integration. Despite ethanol’s growing integration into gasoline pools globally, misconceptions persist within segments of the refining community. Clarifying these misconceptions strengthens the technical basis for refinery adoption.
- Myth 1: Ethanol is primarily a "biofuel" with limited refinery engineering relevance.
- Reality: For refiners, ethanol behaves as a high-performance octane and carbon optimization molecule, and not simply a renewable component. Its high RON and motor octane number (MON) values, absence of aromatics, and negligible sulfur content allow it to strategically substitute reformate, reducing severity, lowering furnace duty, extending catalyst life and reducing CO₂ emissions. These are core refinery performance levers, not peripheral contributions.
- Myth 2: 1G ethanol cannot scale because agricultural land will not expand.
- Reality: 1G ethanol growth is not constrained by land expansion; scalability derives from agricultural yield improvements, multi-feedstock flexibility, surplus sugar diversion and underutilized installed capacity. Many sugar and grain producing regions have the ability to redirect surplus production toward ethanol without affecting food systems. As agricultural efficiency continues to improve, 1G ethanol can scale without increasing land pressure.
- Myth 3: Ethanol integration imposes major capital expenditure (CAPEX) burdens.
- Reality: Ethanol blends into refineries through existing gasoline blending infrastructure with minor modifications. These typically include tank lining verification, small-diameter tie-ins, backflow prevention and water housekeeping improvements. Compared to the capital required for new isomerization, alkylation or continuous catalytic regeneration (CCR) units, ethanol integration is operationally straightforward.
Dispelling these myths allows refiners to reassess ethanol from an engineering-first perspective.
Why ethanol matters through 2030–2040: The decarbonization window. Decarbonization efforts in the transportation sector face structural limitations. Even under the most aggressive electrification forecasts, gasoline consumption declines slowly due to continued reliance on ICE vehicles in developing regions, commercial fleets and rural economies. This prolongs the need for decarbonized gasoline.
Ethanol’s relevance emerges from its ability to improve gasoline CI without modifying refinery hardware. Lifecycle greenhouse gas (GHG) reductions range from 20%–90%, depending on feedstock and technology. These reductions occur not only upstream (during biofuel production) but also within the refinery: as ethanol enters the gasoline pool, reformer severity can be reduced, cutting direct furnace CO₂ emissions. A lower-severity reformer also consumes less H2 and reduces catalyst deactivation rates, indirectly decreasing emissions associated with H2 production and catalyst regeneration.
Regulatory pressure reinforces ethanol’s importance. Benzene and aromatics limits continue to tighten, and CI credits or penalties increasingly apply to fuel suppliers. Ethanol’s lack of aromatics and benzene, combined with its oxygen content, supports both compliance and improved combustion characteristics. Therefore, ethanol provides a high-leverage, multi-dimensional decarbonization tool that aligns with refinery economics, operational constraints and global energy-transition timelines.
Feedstock architecture: The determinant of ethanol scalability. Ethanol’s long-term utilization for refiners depends heavily on its feedstock pathway. 1G and 2G ethanol differs in CI, scalability and supply resilience, making this distinction essential to understand how each pathway shapes refinery operations and future gasoline pool strategies. Details on 1G and 2G ethanol are listed in TABLE 1.
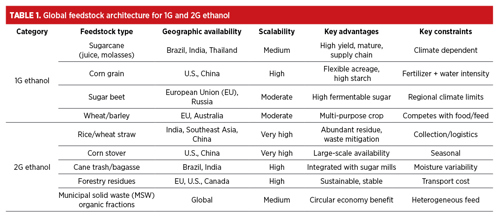
1G ethanol: Mature, efficient and regionally concentrated. 1G ethanol is derived from sugar- and starch-rich agricultural crops, including sugarcane juice, molasses, corn grain, sugar beet, wheat and barley. These feedstocks offer high conversion efficiency and mature supply chains.
Contrary to concerns about land expansion, 1G ethanol scales predominantly through productivity improvements. Modern sugarcane regions have consistently increased yields through improved agronomy, crop genetics and water management. Surplus sugar production available for diversion into ethanol provides substantial incremental capacity. In grain-based systems, acreage shifts between crops and enhanced fertilizer utilization improve 1G production without requiring new land. Multi-feedstock plants that can process molasses, juice or grain stabilize feedstock availability throughout the year.
However, 1G ethanol is restricted by climatic zones. Sugarcane is suited to tropical and subtropical regions with high rainfall, while beet grows in cool temperate climates. Corn requires fertile soil and controlled irrigation. As a result, 1G ethanol is powerful but geographically limited.
2G ethanol: Residue-based, circular and universally scalable. 2G ethanol uses lignocellulosic biomass: agricultural residues such as rice straw, wheat straw, corn stover, cane trash, bagasse, forestry residues and MSW organic fractions. These residues represent one of the largest untapped carbon streams in the global bioeconomy.
Residue availability is vast. India generates > 140 MMtpy of agricultural residue. The U.S. produces 250 MMtpy–300 MMtpy of corn stover and significant wheat straw volumes. China generates > 230 MMtpy of crop residue, particularly corn stover. The EU collectively produces > 100 MMtpy of crop and forestry residues.
Residue-based ethanol avoids land expansion, eliminates food-vs.-fuel concerns and delivers superior lifecycle GHG reductions. It also integrates naturally with refinery steam systems, as lignin-rich solids can be combusted to generate high-pressure steam. Therefore, 2G ethanol provides a scalable, circular and low-carbon pathway that complements 1G production. Operational impacts of utilizing 1G and 2G ethanol in refining operations are detailed in TABLE 2.

Conversion pathways: Process steps relevant to refiners. Ethanol’s conversion pathway directly influences its CI, scalability and operational compatibility with refinery systems. Understanding how 1G and 2G ethanol are produced helps refiners assess supply reliability, integration requirements and the true decarbonization value delivered at the gasoline pool.
1G conversion process. The 1G process begins with extraction or milling. Sugarcane is crushed to release fermentable juice, while grains undergo dry or wet milling to separate starch-rich components. Saccharification follows, where enzymes hydrolyze starch into fermentable sugars, increasing fermentation efficiency. Yeast converts these sugars into ethanol and CO₂ through controlled anaerobic fermentation. Distillation separates ethanol from the aqueous fermentation broth. Multi-stage distillation columns achieve azeotropic purity (95%–96% ethanol). Dehydration using molecular sieves or membrane-based systems raises ethanol purity to 99.9%, suitable for fuel blending. Co-products such as dried distillers grain with solubles from grain mills or surplus CO₂ streams provide additional value.
2G conversion process. 2G ethanol begins with size reduction of lignocellulosic biomass. Pretreatment—typically steam explosion or dilute-acid treatment—disrupts the lignin-cellulose complex and increases enzyme accessibility. Enzymatic hydrolysis converts cellulose and hemicellulose into fermentable C5 and C6 sugars, which engineered microbes convert into ethanol in the fermentation step. Distillation and dehydration mirror 1G processes. Lignin-rich residues are combusted in high-pressure boilers, creating steam that can be exported to adjacent refineries—a major integration advantage. Both pathways deliver chemically identical ethanol; their differences shape feedstock logistics and sustainability outcomes.
Lifecycle CI and decarbonization value of ethanol pathways. Lifecycle GHG emissions differ sharply across ethanol production pathways, and these differences translate directly into refinery decarbonization value. 1G ethanol delivers a moderate lifecycle CI reduction relative to petroleum blendstocks, while 2G ethanol offers a substantially lower CI due to residue utilization, avoided upstream emissions and superior energy balances. FIG. 1 highlights this contrast. For refiners operating under tightening CI-based fuel standards, these lifecycle advantages create compliance headroom, enable greater flexibility in blending higher-CI petroleum components and reduce the need for new process unit investments. Ethanol, therefore, strengthens both operational optimization and lifecycle decarbonization performance within the gasoline system.

FIG. 1. Lifecycle GHG emissions with GHG, regulated emissions and energy used in technologies (GREET)-based uncertainty.
Refinery chemistry advantages: Aromatics, benzene and severity mechanisms. Ethanol’s greatest refinery impact arises from its ability to fundamentally reshape gasoline pool chemistry.
Aromatics displacement and compliance benefits. Aromatics are traditional octane contributors, but they carry regulatory and emissions penalties. Ethanol, with its zero aromatic content and high RON, enables refiners to reduce reformate—the primary source of aromatics—in the gasoline pool. This can lower total aromatics by 2.5 wt%–4.5 wt%, offering stronger compliance buffers under European standard for automotive unleaded petrol (EN228), U.S. Environmental Protection Agency (EPA) Tier 3 and Bureau of Indian Standards (BIS) specifications. Refiners facing benzene constraints benefit from lower aromatic precursor availability.
Benzene formation mechanisms and severity effects. Benzene forms through dehydrogenation, dealkylation and ring-rearrangement reactions—all driven by reformer severity. High reactor outlet temperatures (ROT) and long catalyst residence times increase benzene formation. By reducing octane demand from the reformer, ethanol lowers severity and reduces the extent of dealkylation reactions. Additionally, ethanol dilutes benzene on a volumetric basis in the finished gasoline blend.
Octane mechanism and pool stability. Ethanol’s octane contribution is independent of reformer severity, making it a uniquely efficient octane source. It stabilizes octane availability across variable crude slates, reducing dependence on high-severity reformate and mitigating the octane losses associated with hydrotreating fluid catalytic cracker (FCC) gasoline.
Aromatics and benzene impacts with ethanol blending are detailed in TABLE 3 and FIG. 2.
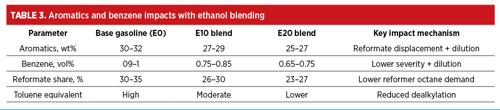

FIG. 2. Aromatics reduction with ethanol blending.
RSI: The correct metric for refinery decarbonization. The RSI is a dimensionless parameter that captures the combined effect of ROT, catalyst activity, aromatics target, H2 recycle ratio and space velocity. Unlike temperature alone, RSI reflects the total severity burden placed on the catalyst and furnace system.
A simplified conceptual representation is shown in Eq. 1:
RSI ∝ (ROT / ROT₀) × (Aromatics_target / A₀) × (1 / Catalyst Activity) (1)
Here, ROT₀ represents the licensor-specified design temperature at startup, and A₀ corresponds to baseline aromatics or RON targets at RSI 1. Catalyst activity is determined through CCR/semi-regenerative performance curves, which incorporate H2 production, coke laydown and dehydrogenation efficiency.
RSI validation in the representative refinery model demonstrates a clear correlation with furnace duty, benzene formation and catalyst deactivation. Ethanol blending reduces RSI in a predictable manner: E5 decreases RSI to ~0.96, E10 to ~0.92, E15 to ~0.88 and E20 to ~0.84 (TABLE 4 and FIG. 3). This translates to significant reductions in CO₂ emissions, firing duty and benzene formation while increasing linear programming (LP) flexibility, allowing refiners to blend more flexibly across crude cycles.


FIG. 3. RSI vs. ethanol blend.
Case study: Refinery modeling. An Indian refinery provides a practical example of refinery–biorefinery co-location, where a 2G ethanol unit is situated adjacent to the refinery and draws on shared utilities such as steam and power. This illustrates the feasibility of integrating advanced ethanol production with existing refinery infrastructure without major additional utility investment. All quantitative results in this article, however, are derived from an independent representative 7-MMtpy mid-conversion refinery model. A model refinery was evaluated to quantify ethanol’s impact across severity, duty, CO₂ and aromatics.
- RSI reduction:
-
- E10 → 8%
-
- E20 → 16%
- Duty reduction:
-
- E10 → 8 MW–10 MW
-
- E20 → 15 MW–18 MW
- CO₂ reduction:
-
- E10 → 18,000 tpy–22 tpy
-
- E20 → 30,000 tpy–40,000 tpy
- Aromatics reduction: 2.5 wt%–4.5 wt%
- Reformate displacement: 6%–10%.
Modeling confirms ethanol’s ability to simultaneously reduce CI, improve compliance and enhance operational flexibility.
System-wide refinery interactions: FCC, hydrotreaters and blending. Ethanol’s impact extends beyond the reformer. It materially influences downstream and upstream units.
- FCC gasoline interactions: FCC gasoline is highly olefinic and sensitive to hydrotreating severity. With ethanol supplying octane, refiners can reduce FCC gasoline hydrotreating severity, lowering H2 demand and improving catalyst longevity.
- Hydrotreaters and H2 networks: Reducing reformer severity lowers H2 production from reforming. However, this is offset by reduced H2 consumption in gasoline hydrotreaters due to lower aromatics and olefin saturation requirements. The net effect stabilizes the H2 balance, especially during high-severity diesel hydrotreating periods.
- Crude-switching and LP stability: Ethanol improves LP stability by decoupling octane from reformer severity. During crude-switching events—where naphtha quality shifts—ethanol provides a predictable octane contribution, reducing operational uncertainty and decreasing the shadow price of octane in LP solutions.
Ethanol impurities and operational considerations. Beyond unit-level blending behavior, refiners also evaluate the practical handling and impurity characteristics of fuel-grade ethanol. Fuel-grade ethanol contains small amounts of water, denaturants and trace organics, all of which are well understood and managed within established refinery blending practices. Water presents a phase-separation risk only when base gasoline volatility and water content exceed solubility limits, and is effectively controlled through dry-handling protocols, dedicated tank design and sequencing ethanol as the final blend component. Denaturants used in fuel ethanol are present at low concentrations and remain compatible with refinery pipelines and storage systems. Trace aldehydes and organics in dehydrated ethanol are minimal and are routinely stabilized through existing additive packages. Metal-catalyzed gum formation is similarly addressed through standard antioxidant treatments already deployed in oxygenate blending. Overall, ethanol’s impurity profile poses no unusual operational burden beyond practices refiners already employ.
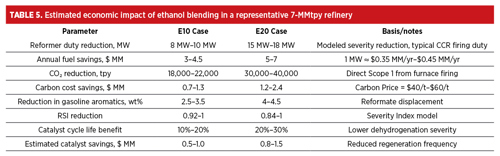
Economics: Octane, severity and CO2 incentives. Ethanol improves refinery economics through reductions in furnace firing, H2 production and catalyst regeneration frequency, alongside enhanced CO₂-compliance margins (TABLE 5). In typical energy markets, reducing furnace duty by 10 MW can yield annual fuel savings of $3.6 MM–$4.5 MM. An E20 blend, which reduces duty by 15 MW–18 MW, can therefore provide $5 MM–$7 MM in annualized energy savings. Furthermore, reducing reformer CO₂ emissions by 30,000 tpy–40,000 tpy can yield an additional $1.2 MM/yr–$2 MM/yr in regions with carbon pricing between $40/t–$60/t. Catalyst regeneration avoidance adds a further economic benefit, often in the range of $500,000–$1 MM, depending on catalyst cost and cycle length.
Limitations and constraints: A balanced perspective. Ethanol integration introduces logistical and operational considerations that refiners must plan for in LP optimization and blending execution. Supply availability can fluctuate seasonally, especially for 1G feedstocks, requiring sensitivity analyses and commercial hedging strategies. Transportation limitations in certain regions restrict the pipeline movement of ethanol, making terminal or near-rack blending the preferred mode in many markets. Storage tanks require lining verification and strict water-management protocols to avoid phase instability. Ethanol coefficients, octane contributions and blend interactions must be periodically updated in refinery LP models to maintain prediction accuracy as the gasoline pool evolves. These requirements are routine and comparable to earlier transitions, such as methyl tert-butyl ether (MTBE) and ethyl tert-butyl ether (ETBE) adoption.
Refinery readiness checklist. A refinery is ethanol-ready when:
- Tanks, seals and internal linings are confirmed compatible
- A robust water-management system is in place, including moisture monitoring and dry-handling procedures
- Ethanol tie-ins exist on blending headers
- Terminal or near-rack blending paths are established where required
- LP and blending models include ethanol coefficients and interaction terms
- Additive packages (antioxidants/corrosion inhibitors) are validated for ethanol blends.
Key takeaways for refinery engineers include:
- Ethanol enables lower reformer severity and directly reduces Scope 1 CO₂ emissions through furnace-duty relief.
- RSI provides a more accurate optimization signal than ROT alone, capturing true severity impacts.
- Aromatics and benzene compliance margins improve without sacrificing pool octane.
- FCC gasoline hydrotreating severity can be moderated as reformate dependence declines.
- H2 balance stabilizes across crude cycles due to reduced reformer H2 demand.
1G and 2G ethanol offer complementary near-term and long-term decarbonization pathways for refiners.
Why this matters now. Refiners face a widening octane–carbon tradeoff. Producing more octane from catalytic reformers increases CO₂ emissions precisely when regulatory pressure demands the opposite. Ethanol breaks this structural constraint. It enables refiners to meet octane demand while lowering CI, improving compliance and avoiding major capital investments. Ethanol is not a temporary additive or transitional fuel. It is a strategic molecule with structural implications for the refinery’s long-term competitiveness.
Ethanol is now a structural lever in modern refining. Ethanol’s unique combination of high octane, zero aromatics, low CI, blending compatibility and operational flexibility makes it one of the most powerful optimization tools available to refiners. It simultaneously addresses octane constraints, aromatics and benzene limits, H2 balance issues, carbon reduction requirements and operational variability—all with minimal CAPEX.1G ethanol provides immediate scalability, while 2G ethanol delivers long-term circularity and residue utilization. Together, they reshape the gasoline pool, offering refiners a practical, credible and scalable pathway to decarbonization. Ethanol is no longer optional. It is an engineered solution and a structural pillar of the refinery of the future.


Comments